
Beschrijving
UK Agricultural Gearbox Engineering · 18+ Years Precision Drive Technology · Serving England · Scotland · Wales
Model EP-1001 | HT250 Housing | 20CrMnTi Gear Shaft
Graantransportversnellingsbak
Built for British Agriculture
Industrial-Grade Torque Transmission for UK Grain Conveyors, Augers & Elevators
 The grain transportation gearbox EP-1001 is a heavy-duty mechanical drive component engineered specifically for the power transmission demands of agricultural grain handling across the United Kingdom. Britain’s arable industry — spanning the intensive wheat and barley belts of Cambridgeshire, Lincolnshire, Herefordshire, and the Yorkshire Wolds — requires drive components that can sustain prolonged high-torque operation under the challenging conditions of the UK harvest season. Grain dust, variable moisture levels, temperature swings, and continuous loading cycles are the routine environment for this type of equipment, and the EP-1001 is built to manage every one of those factors without compromising output reliability.
The grain transportation gearbox EP-1001 is a heavy-duty mechanical drive component engineered specifically for the power transmission demands of agricultural grain handling across the United Kingdom. Britain’s arable industry — spanning the intensive wheat and barley belts of Cambridgeshire, Lincolnshire, Herefordshire, and the Yorkshire Wolds — requires drive components that can sustain prolonged high-torque operation under the challenging conditions of the UK harvest season. Grain dust, variable moisture levels, temperature swings, and continuous loading cycles are the routine environment for this type of equipment, and the EP-1001 is built to manage every one of those factors without compromising output reliability.
At its core, the grain gearbox functions by accepting high-speed rotational input — from a tractor PTO shaft or an electric motor — and converting that input into low-speed, high-torque output suitable for driving auger screws, bucket elevator heads, flat belt conveyors, and grain cart unloading mechanisms. The EP-1001 achieves this through a staged gear reduction arrangement housed within a precision-cast HT250 grey iron enclosure, with 20CrMnTi case-hardened alloy steel gear shafts at the centre of the mechanical action. The combination of these two materials delivers the structural rigidity and surface durability that UK grain store operators, arable contractors, and agricultural machinery dealers consistently specify when longevity and low running cost matter.
From the intake pits of East Anglian grain stores to the flat-floor stores of the Scottish Borders, the EP-1001 grain transportation gearbox has established a track record of performance that positions it as a confident choice for new installations and OEM replacement applications alike.
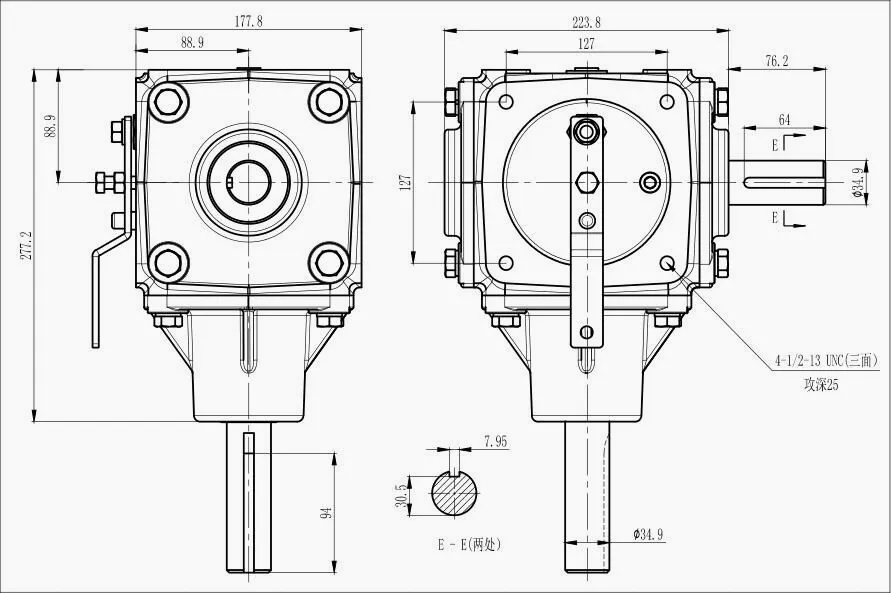
EP-1001 Dimensional Drawing
Technical Specifications — EP-1001
Standard unit specifications. All parameters are available in custom configurations on request.
| Parameter | Specificatie |
|---|---|
| Productnaam | Graantransportversnellingsbak |
| Model | EP-1001 |
| Behuizingsmateriaal | HT250 Grey Cast Iron — vibration-damping, dimensionally stable under thermal load |
| Materiaal van de tandwielas | 20CrMnTi Alloy Steel — case-hardened surface, tough core, superior fatigue resistance |
| Drive Function | High-speed / low-torque input → Low-speed / high-torque output (gear reduction) |
| Input Drive | Tractor PTO (540 / 1000 rpm) or electric motor; configurable to application |
| Afdichten | Precision lip seals and moulded gaskets — rated against grain dust and UK field moisture |
| Kleur | Customisable — RAL colour matching and bespoke liveries available |
| Primary Applications | Grain augers, conveyors, bucket elevators, grain carts, seed treaters, grain dryers |
| OEM Equivalents | Replaces: Comer Industries, Bonfiglioli, John Deere, Case IH, New Holland, Claas, Kuhn, Kubota, Bush Hog, Land Pride |
How the Grain Transportation Gearbox Operates
Power enters the EP-1001 grain transportation gearbox through the input shaft, which is coupled directly to the drive source — either a tractor’s PTO output or an electric motor mounted on the grain store structure. That rotational energy passes immediately into the gear reduction stages within the HT250 cast iron housing. Each gear set in the reduction train exchanges speed for torque: as the gear ratio increases through successive stages, the output shaft rotates more slowly while delivering proportionally greater rotational force. For practical grain handling purposes, this means an auger screw, conveyor belt drive, or elevator head pulley receives exactly the low-speed, high-torque drive it needs to move dense grain loads continuously without stalling or straining the motor.
The 20CrMnTi gear shafts are manufactured through a case-hardening thermal process that produces a wear-resistant outer surface while the steel core beneath retains its ductility and impact absorption capacity. This dual-property structure allows the gear shaft to sustain the cyclical contact stresses imposed by continuous gear meshing across multiple harvest seasons without developing the surface micro-cracking or spalling that causes sudden drive failures. The HT250 housing complements this by providing a rigid, acoustically damping structure that keeps gear alignment precise under thermal expansion and contraction cycles — a crucial factor in UK grain stores that move from cold winter standing periods into the heat loading of a summer harvest run within weeks.
The sealing system — combining precision lip seals at each shaft exit point with bonded gaskets at housing joint faces — creates an effective barrier against the two primary contamination risks in UK grain stores: airborne grain dust and condensation moisture. These contaminants, if they reach the lubricant, accelerate bearing and gear surface wear dramatically. The EP-1001’s sealing architecture is engineered specifically to address this, maintaining lubricant integrity over longer service intervals than less thoroughly sealed alternatives.

Seven Reasons UK Grain Operations Choose the EP-1001
Agricultural engineers across England, Scotland, and Wales consistently return to the EP-1001 grain transportation gearbox when specifying both new grain store installations and replacement components. The following performance advantages reflect direct operational feedback from UK arable farm operations, machinery dealers, and grain processing facilities over more than a decade of field deployment.
Maximised Throughput Efficiency
Staged gear reduction transmits power with minimal mechanical loss, enabling conveyors, augers, and elevators to sustain rated throughput capacity throughout the peak of the UK harvest season when continuous operation over extended daily hours is the norm.
Multi-Season Mechanical Durability
HT250 cast iron housing and 20CrMnTi case-hardened shafts deliver a service life profile suited to the UK’s demanding arable calendar. Gear surfaces resist wear even under variable grain densities and the shock loading associated with intermittent heavy material surges.
Controlled Torque Delivery
Grain transportation gearbox EP-1001 maintains consistent output torque across varying grain loads, preventing the sudden mechanical surges that cause chain stretch, belt slip, or structural damage to auger tubes and elevator casings during high-volume grain intake.
Agricultural-Grade Contamination Sealing
Precision lip seals and moulded gaskets create a robust barrier against the grain dust and condensation moisture prevalent in UK grain stores. Maintaining lubricant integrity over longer service intervals protects bearing and gear surfaces from the abrasive wear that sealed contamination causes.
Lower Operating Cost Per Tonne
Reduced friction losses across the gear sets translate into lower electrical consumption for motor-driven store systems — a tangible financial saving for UK grain businesses managing significant electricity overheads across intake, drying, and dispatch handling cycles.
Overload Protection for Compliance
Built-in overload management reduces the risk of sudden catastrophic mechanical failure in working environments governed by UK HSE agricultural safety regulations. Controlled mechanical response to overload conditions protects both the equipment and the operators working in proximity to running grain handling machinery.
Practical Field Serviceability
Accessible service points allow UK farm engineers and store maintenance staff to perform oil changes, seal checks, and bolt torque verification without specialist equipment removal. During harvest, this capability eliminates the dependence on external workshop services during the weeks when equipment availability has the highest commercial value.

Application Scenarios Across UK Grain Handling
The EP-1001 grain transportation gearbox is specified across a broad range of grain handling infrastructure throughout the United Kingdom. Farm machinery dealers, grain store engineers, and arable operations managers regularly select this gearbox for the following driven applications, each of which places distinct demands on the drive component.
🌿 Grain Augers
Auger systems loading and unloading storage bins and lorries across UK farms require sustained high-torque drive to move the auger screw continuously against grain column resistance. The EP-1001 provides this without motor overloading, preventing the jams that cause costly harvest delays.
📋 Flat Belt & Chain Conveyors
Conveyor systems transferring grain from intake pits to storage cells in UK grain stores depend on smooth, constant belt drive. Controlled output from this grain gearbox ensures grain flows at an even, predictable rate, preventing belt slip and the grain quality issues associated with variable speed conveying.
▲ Bucket Elevators
Vertical bucket elevators are fundamental to UK grain store design. Head pulley drive from the EP-1001 lifts fully loaded buckets against gravity at consistent speed, avoiding the bucket surging and chain fatigue that create maintenance burdens and fire risk in high-throughput facilities.
🚗 Grain Carts
Grain carts operating in UK harvest fields undergo continuous PTO engagement and disengagement cycles across uneven ground. The EP-1001’s structural robustness handles the mechanical shock of field terrain and variable grain volumes, delivering reliable unloading drive throughout the day.
📸 Grain Cleaners & Seed Treaters
Processing machinery at UK seed merchants, maltings, and grain conditioning operations requires precise drive speed stability. The EP-1001’s consistent output maintains the correct processing speed regardless of grain load variation, protecting product quality specifications.
🌍 Port & Export Handling
UK grain export terminals at ports including Ipswich, Hull, and Tilbury require heavy-duty continuous-duty gearboxes in their conveying and loading systems. The EP-1001’s rated load-handling capacity and thermal stability suit the demanding operating profile of port grain transfer infrastructure.

Recommended Maintenance Programme
Protecting the long-term reliability of the EP-1001 grain transportation gearbox requires a structured maintenance programme calibrated to the UK arable season’s pattern of intensive summer use followed by lower-duty winter standing. The table below outlines the core maintenance activities and their recommended intervals for a UK grain store or arable farm context.
| Taak | Interval | Action Required |
|---|---|---|
| Oil Level Check | Weekly in harvest | Inspect dipstick or sight glass; top up to marked level with correct viscosity grade |
| Full Oil Change | Annual or per 500 h | Drain fully, flush, refill; examine drained oil for metallic swarf — indicates bearing wear |
| Seal Inspection | Pre- and post-harvest | Check all shaft seals for oil weeping or dust ingress at shaft exits; replace if hardened |
| Mounting Bolt Torque | Pre-harvest annually | Torque all housing and flange bolts to specification using a calibrated torque wrench |
| Asuitlijning | Annually | Verify angular and parallel alignment with connected drive shaft; adjust if deviations are found |
| Bearing Assessment | Every 2 years | Listen for abnormal noise during idle run-up; conduct vibration analysis; replace bearings preventively at hour limit |
Verified Customer Results from UK Agricultural Operations
The following operational accounts reflect real commercial experience with the EP-1001 grain transportation gearbox across British agricultural and food processing businesses. Their feedback represents the kind of applied knowledge that only comes from running this equipment at the sharp end of UK harvest and processing operations.
🌟 Featured Case Study — Yorkshire Arable Operation
North Yorkshire Grain Merchants, Malton — Bucket Elevator Drive Upgrade
A well-established family grain merchant based near Malton, North Yorkshire, operating a 60,000-tonne throughput grain store complex, was experiencing repeated gearbox failures on their bucket elevator head drives during the 2022 and 2023 harvest seasons. The incumbent gearbox units were original equipment from the facility’s 1990s-era construction — long past their design service life — and were failing progressively through lubricant starvation caused by degraded seals. Two drive failures during the critical August 2023 intake window required emergency contractor attendance and caused a combined 18 hours of elevator downtime, with direct financial implications including diversion of incoming lorry loads and temporary use of mobile crane hire to manage the disruption.
After specifying EP-1001 grain transportation gearboxes for all four elevator head drive positions — with gear ratios matched precisely to the existing motor and elevator drum specifications — the operation reported no mechanical drive failures across the subsequent 2024 harvest. The enhanced sealing system eliminated the lubricant degradation that had caused their previous failures, and the HT250 cast iron housings showed no distortion or bolt pull-out under the sustained summer loading. The merchant’s store manager noted that the cost of the four replacement units was recovered in avoided contractor callout costs within the single harvest season.
“Running a large-scale arable operation in Lincolnshire, we simply cannot afford bucket elevator or conveyor failures during harvest. The EP-1001 has delivered two completely trouble-free seasons since we switched from our original OEM units. The improvement in sealing quality was immediately noticeable, and the price point against John Deere equivalent parts made the decision straightforward from a procurement perspective.”
Thomas Wrightson
Operations Manager, Lincolnshire Arable Co-operative, England
“We distribute agricultural machinery parts across the East of England and stock the EP-1001 as our primary grain gearbox option. Warranty returns have been negligible compared to other comparable units we have carried over the years. Our customers — primarily arable farmers and agricultural contractors in Norfolk, Suffolk, and Cambridgeshire — consistently report that the build quality exceeds their expectations at this price level.”
Claire Holbrook
Parts Procurement Lead, Eastern Agricultural Supplies Ltd, Suffolk
“Our malting barley intake facility in Aberdeenshire required a grain auger gearbox with a non-standard output shaft diameter and a specific gear ratio that no catalogue unit from our usual suppliers could match. The engineering team produced a custom EP-1001 configuration from our drawings within an agreed schedule, and it has operated precisely as specified across two full malting seasons. That level of application engineering is genuinely hard to source from gearbox suppliers at this market level.”
Gregor Mackintosh
Technical Manager, Aberdeenshire Malt Processing Ltd, Scotland
Custom Engineering & Production Capability
Our manufacturing facility has focused exclusively on agricultural power transmission components for over 18 years, building a level of application-specific engineering knowledge that sets us apart from general industrial gearbox suppliers. The EP-1001 grain transportation gearbox is our most versatile product line, and the breadth of custom configuration options available reflects the genuinely diverse requirements we encounter across UK and global grain handling applications.
UK agricultural machinery dealers, farm machinery OEMs, and large arable estate operations regularly approach our engineering team with requirements that fall outside standard catalogue specifications. We accept these projects as a core part of our service offering. Working from original part numbers, manufacturer dimensional drawings, or physical samples of failed units, our technical staff reconfigure the EP-1001 to match shaft diameter, keyway dimensions, gear ratio, rotation direction, mounting flange pattern, and sealing grade to the customer’s exact application.
This customisation depth means that operators with discontinued OEM units from Comer Industries, Bonfiglioli, Kuhn, or other manufacturers can obtain a new, properly engineered drop-in replacement rather than accepting a poorly fitted standard unit or resorting to costly factory rebuilds. For UK grain store projects requiring multiple units of a specific non-standard configuration, we offer volume pricing and coordinated delivery scheduling aligned to pre-harvest installation timelines.
Bespoke Gear Ratios
Calculated to your input speed and output shaft RPM requirement
OEM Drop-In Matching
Dimensionally equivalent replacements for discontinued brand units
Montageconfiguratie
Foot, flange, and shaft-mount variants to existing installation geometry
Enhanced Sealing Spec
Upgraded seal packages for aggressive grain dust or chemical processing environments
Custom Livery
RAL colour matching and branded paint finishes for OEM customers
Veelgestelde vragen
What type of grain transportation gearbox should I use for a bucket elevator handling wheat and oilseed rape at a commercial grain store in Lincolnshire?
For a commercial grain store bucket elevator in Lincolnshire handling wheat and oilseed rape, you need a grain gearbox engineered for sustained high-torque output, sealed against the grain dust levels typical in high-throughput UK intake operations, and rated for continuous duty across extended daily operating hours. The EP-1001 fulfils all three criteria. Its HT250 housing provides structural stability under thermal cycling, and the 20CrMnTi gear shaft material resists the contact fatigue that causes premature failure in under-specified units. We can configure the EP-1001 to match your specific elevator motor and head drum drive requirements — contact us for a detailed specification review.
How much does a grain transportation gearbox cost for a UK grain auger installation, and can I get a detailed price quote before placing an order?
The cost of a grain transportation gearbox for a UK grain auger application depends on the gear ratio, shaft specifications, and any custom configuration required to match your existing drive arrangement. Standard EP-1001 units are very competitively priced against OEM equivalents from Kuhn, Claas, or Case IH. Custom-configured variants carry a modest premium reflecting the additional engineering work involved. Contact our team directly at [email protected] with your application details and we will issue a fully itemised quotation with no obligation.
Where can I find a reliable grain gearbox supplier in England who stocks units ready for fast delivery before the UK harvest season begins in July?
Agriculturalgearboxes.top supplies grain transportation gearboxes to agricultural businesses throughout England, Scotland, Wales, and Northern Ireland. Standard EP-1001 units are maintained in stock and can be dispatched on short lead times for pre-harvest installations. Custom-configured variants are produced to agreed schedules following technical confirmation. We strongly recommend engaging with our team by late spring to secure your delivery window — particularly for multiple units or bespoke specifications needed before the harvest run begins.
Which grain transportation gearbox is the best direct replacement for a discontinued Comer Industries or Bonfiglioli unit on my UK farm machinery?
The EP-1001 grain transportation gearbox can be configured as a dimensionally and functionally equivalent replacement for a wide range of discontinued Comer Industries, Bonfiglioli, John Deere, Claas, and Kuhn units. Our engineering team works from original part numbers, dimensional drawings, or physical samples. Provide any of these references when you contact us and we will identify the correct EP-1001 configuration or design a bespoke variant to achieve a clean drop-in fit within your existing installation.
How do I calculate the correct gear ratio when ordering a grain transportation gearbox for a new flat belt conveyor in a Scottish grain store facility?
To specify the correct gear ratio for your grain conveyor, you need three figures: the rotational speed of your input drive (motor rpm or PTO shaft speed), the required conveyor belt drive pulley speed, and the torque demand of the loaded conveyor at maximum throughput. Divide input speed by required output speed to arrive at the target ratio. Our technical team can assist with this calculation if you share your conveyor dimensions, design throughput, and belt or chain specification. There is no charge for this application engineering support prior to an order.
When should I replace rather than repair a grain transportation gearbox that has been running on a high-volume elevator at a UK port grain terminal?
At a UK port grain terminal running continuous duty shifts, replacement becomes the more practical and cost-effective choice when a grain transportation gearbox presents multiple simultaneous symptoms — audible bearing noise, visible seal leakage, and measurable output speed variation — or when it has exceeded its rated operating hours. Many port operators maintain EP-1001 units as ready-exchange spares, reducing any gearbox change to a planned swap rather than an emergency repair, and minimising the commercial disruption that an unplanned elevator stoppage creates in high-throughput port logistics.
What maintenance steps should a UK arable farm manager follow to extend the service life of a grain transportation gearbox beyond ten years in a high-dust grain store environment?
Achieving a ten-year-plus service life in a high-dust UK grain store environment requires consistent adherence to a seasonal maintenance routine. The fundamentals are: weekly oil level checks during harvest running periods; annual oil changes with inspection of the drained lubricant for metal contamination; pre- and post-harvest seal inspections with immediate replacement of any seals showing hardening or weeping; annual mounting bolt torque checks; and bearing vibration assessment every two years. Any unusual operating noise or unexpected temperature rise during a harvest day should be investigated promptly rather than deferred — these are early indicators of developing problems that remain inexpensive to address at the early stage.
Specify Your Grain Transportation Gearbox for the UK Market
Our agricultural drive engineering team works with arable farms, grain merchants, machinery dealers, and store builders across England, Scotland, Wales, and Northern Ireland. Standard units available for prompt despatch. Custom configurations accepted with full technical support at no extra charge.
Grain Transportation Gearbox EP-1001 · UK Agricultural Grain Handling Specialists · edit by gzl


























